Supplier Details
 Certified Members
Certified Members









 Add to My Basket
You can manage your basket in member center
Add to My Basket
You can manage your basket in member center
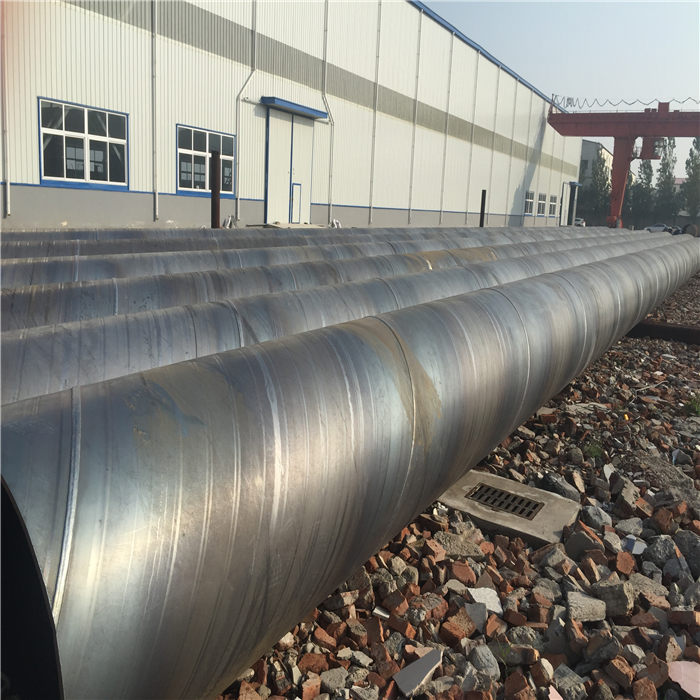
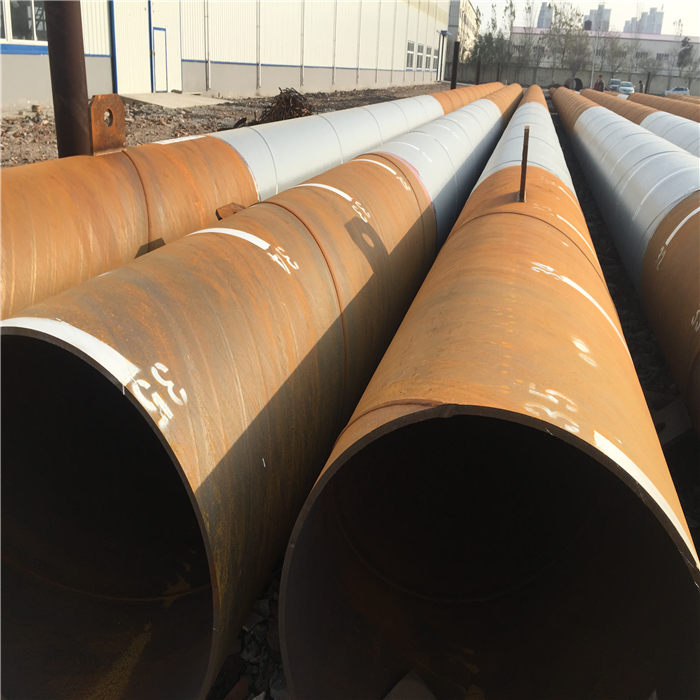
Pipe piles are a type of driven steel pipe for deep foundations.Pipe piles are either open or closed end. If driven open end,soil is allowed to enter the bottom of the pile. If required, the soilcan be removed from inside the pipe with a water jet or auger.
Spiral weld pipe, as the name implies, is a steel pipe that has a seam running its entire length in a spiral form. In the past, due to the method of manufacture, spiral welded pipe was relegated to low pressure and structural applications. With the development of the submerged arc welding process, the production of large hot rolled coils of sufficient width and the development of dependable non-destructive testing methods, it is now possible to produce spiral weld pipe for high-pressure service. Present spiral weld mills consist of a de-coiling device (in the case of strip base material), a strip connecting welder, straightening rollers, edge preparation tools (shearing and trimming), prebending devices, a bending and cage forming system, an internal welder, an external welder (both submerged arc), ultrasonic testing apparatus and cutting devices. The material passes through all these production stages continuously. The angle between the flat strip being fed into the machine and the finished pipe leaving the machine controls the pipe diameter in ratio to strip width and the angle of the weld in the pipe. Because of the method of manufacture, a wide variety of diameters can be produced. The diameter tolerance is small, particularly with regard to ovality; and the pipe, due to its axial symmetry, has an inherent straightness. The length range is infinite and is controlled only by the economics of transportation. Spiral weld pipe is used for piling and structural applications, as well as for dredging, slurry, water and other pipelines. Spiral weld pipe is produced in accordance with the dimensional and tolerance requirements of various ASTM, AWWA and API specifications.
Because we are domestically produced.
Surface imperfections exceeding 25% of the nominal wall in depth are considered defects. Defects not exceeding 22.5% of the nominal wall in depth may be repaired by welding. Before welding, the defect shall be completely removed.





 Achelis (Kenya) Limited
Achelis (Kenya) Limited Compactus (Pty) Ltd
Compactus (Pty) Ltd A To Z Clothing Co Mfrs
A To Z Clothing Co Mfrs


{kind=link}